





UHP 350 мм графитни електроди в електролиза за топене на стомана




Технически параметър
| Параметър | Част | единица | UHP 350 мм (14”) Данни |
| Номинален диаметър | Електрод | мм (инч) | 350 (14) |
| Макс. диаметър | mm | 358 | |
| Минимален диаметър | mm | 352 | |
| Номинална дължина | mm | 1600/1800 | |
| Максимална дължина | mm | 1700/1900 | |
| Минимална дължина | mm | 1500/1700 | |
| Максимална плътност на тока | KA/см2 | 20-30 | |
| Капацитет на ток | A | 20000-30000 | |
| Специфично съпротивление | Електрод | μΩm | 4,8-5,8 |
| Зърното | 3,4-4,0 | ||
| Якост на огъване | Електрод | Mpa | ≥12,0 |
| Зърното | ≥22,0 | ||
| Модул на Йънг | Електрод | Gpa | ≤13,0 |
| Зърното | ≤18,0 | ||
| Обемна плътност | Електрод | g/cm3 | 1,68-1,72 |
| Зърното | 1,78-1,84 | ||
| CTE | Електрод | ×10-6/℃ | ≤1,2 |
| Зърното | ≤1,0 | ||
| Съдържание на пепел | Електрод | % | ≤0,2 |
| Зърното | ≤0,2 |
ЗАБЕЛЕЖКА: Могат да бъдат предложени всякакви специфични изисквания за размери.
Клас на продукта
Класовете графитни електроди се разделят на графитен електрод с обикновена мощност (RP), графитен електрод с висока мощност (HP), графитен електрод със свръхвисока мощност (UHP).
Основно приложение за електродъгова пещ при производството на стомана
Графитните електроди за производство на стомана представляват 70-80% от общото количество приложение на графитни електроди. Чрез предаване на високо напрежение и ток към графитен електрод ще се генерира електрическа дъга между върха на електрода и металния скрап, което ще произведе огромна топлина за стопяването на скрап. Процесът на топене ще изразходва графитния електрод и те трябва да се сменят постоянно.
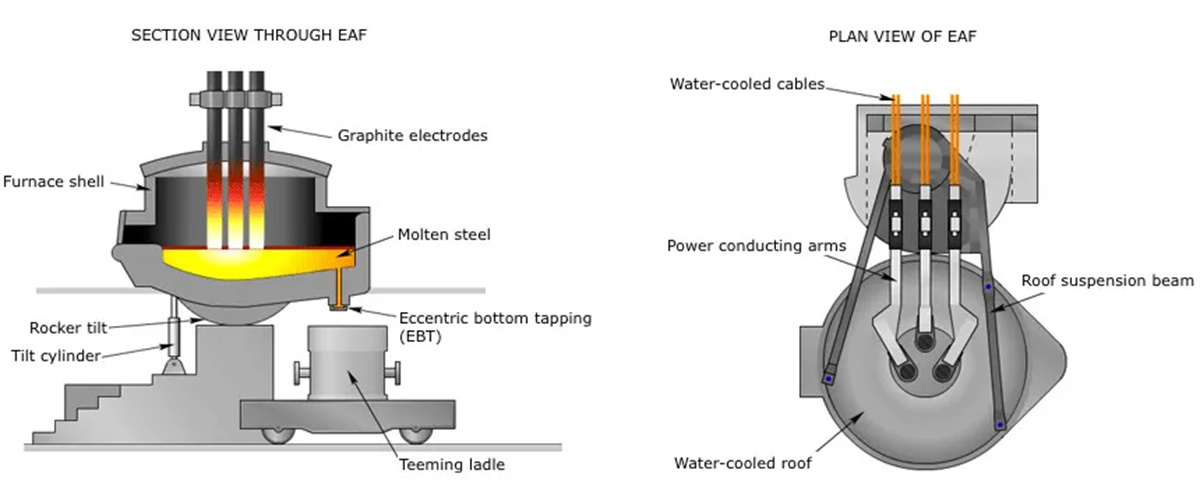
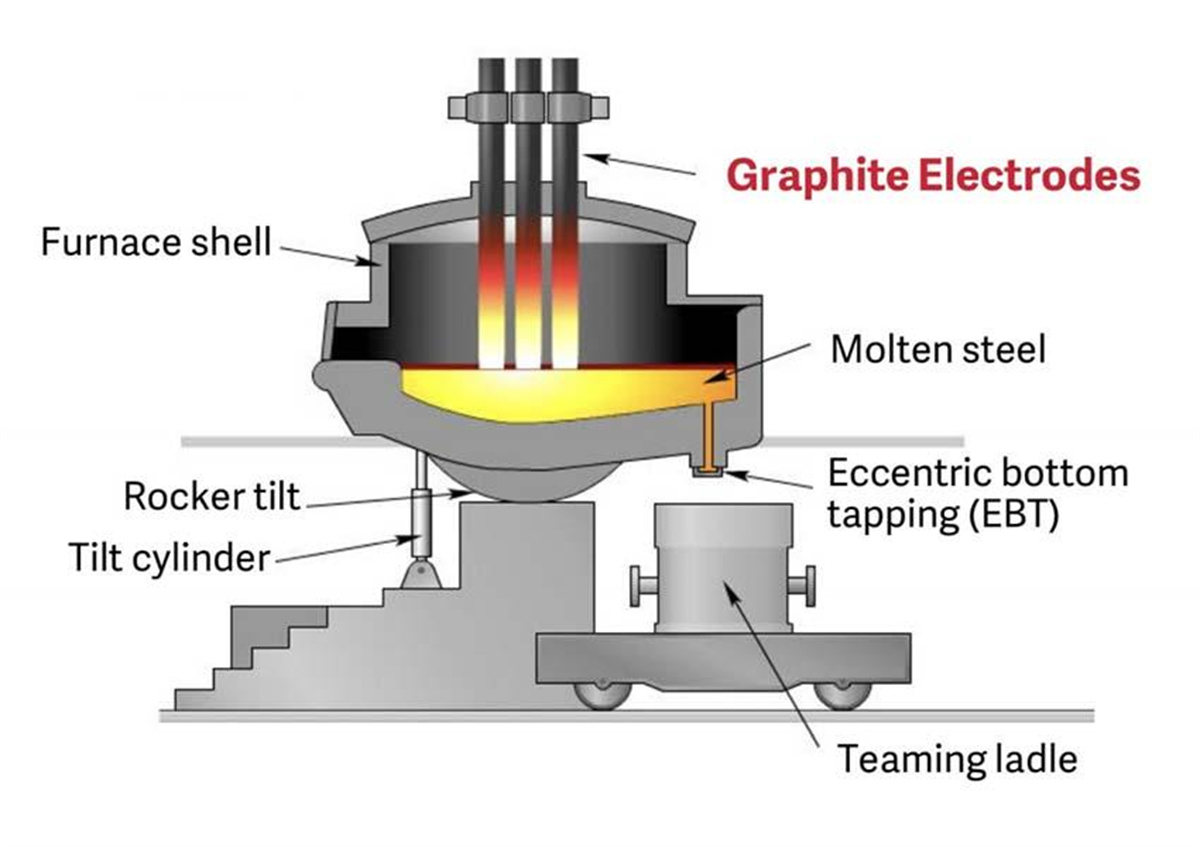
UHP графитеният електрод обикновено се използва в стоманодобивната промишленост по време на производството на стомана за електродъгова пещ (EAF). Процесът EAF включва стопяване на скрап от стомана за производство на нова стомана. UHP графитеният електрод се използва за създаване на електрическа дъга, която нагрява стоманения скрап до точката му на топене. Този процес е ефективен и рентабилен, тъй като позволява стоманата да се произвежда бързо и в големи количества.
Разрез и план на електродъгова пещ
Ние сме пълната производствена линия, притежавана от производството, и професионален екип.
30% TT предварително като авансово плащане, 70% баланс TT преди доставката.
Свързани продукти
-

Използва се графитен електрод за рафиниране на корунд...
Таблица на техническите параметри 1: Технически параметър за графитен електрод с малък диаметър Диаметър на частта Съпротивление на огъване Якост на модул Юнг Плътност CTE Ash Inch mm μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 Електрод 7,5-8,5 ≥9,0 ≤9,3 1.55-1.64 ≤2.4 ≤0.3 Нипел 5.8-6.5 ≥16.0 ≤13.0 ≥1.74 ≤2.0 ≤0.3 4 100 Електрод 7.5-8.5 ≥9.0 ≤9.3 1.55-1.64 ≤2.4 ≤0.3 Nip...
-

Паста за въглеродни електроди Soderberg за Ferroallo...
Технически параметър Елемент Запечатан електрод Минали стандартна електродна паста GF01 GF02 GF03 GF04 GF05 Летлив поток (%) 12,0-15,5 12,0-15,5 9,5-13,5 11,5-15,5 11,5-15,5 Якост на натиск (Mpa) 18,0 17.0 22.0 21.0 20.0 Съпротивление (uΩm) 65 75 80 85 90 Обемна плътност (g/cm3) 1.38 1.38 1.38 1.38 1.38 Удължение (%) 5-20 5-20 5-30 15-40 15-40 Пепел (%) 4,0 6,0 ...
-

Графитна пещ с висока плътност с малък диаметър...
Таблица на техническите параметри 1: Технически параметър за графитен електрод с малък диаметър Диаметър на частта Съпротивление на огъване Якост на модул Юнг Плътност CTE Ash Inch mm μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 Електрод 7,5-8,5 ≥9,0 ≤9,3 1.55-1.64 ≤2.4 ≤0.3 Нипел 5.8-6.5 ≥16.0 ≤13.0 ≥1.74 ≤2.0 ≤0.3 4 100 Електрод 7.5-8.5 ≥9.0 ≤9.3 1.55-1.64 ≤2.4 ≤0.3 Nip...
-

Графитен електрод с обикновена мощност с малък диаметър...
Таблица на техническите параметри 1: Технически параметър за графитен електрод с малък диаметър Диаметър на частта Съпротивление на огъване Якост на модул Юнг Плътност CTE Ash Inch mm μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 Електрод 7,5-8,5 ≥9,0 ≤9,3 1.55-1.64 ≤2.4 ≤0.3 Нипел 5.8-6.5 ≥16.0 ≤13.0 ≥1.74 ≤2.0 ≤0.3 4 100 Електрод 7.5-8.5 ≥9.0 ≤9.3 1.55-1.64 ≤2.4 ≤0.3 Ni...
-

Графитен електрод за пещ с малък диаметър 75 mm ...
Таблица на техническите параметри 1: Технически параметър за графитен електрод с малък диаметър Диаметър на частта Съпротивление на огъване Якост на модул Юнг Плътност CTE Ash Inch mm μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 Електрод 7,5-8,5 ≥9,0 ≤9,3 1.55-1.64 ≤2.4 ≤0.3 Нипел 5.8-6.5 ≥16.0 ≤13.0 ≥1.74 ≤2.0 ≤0.3 4 100 Електрод 7.5-8.5 ≥9.0 ≤9.3 1.55-1.64 ≤2.4 ≤0.3 Nip...
-

Ниско съдържание на сяра FC 93% Carburizer Carbon Raiser Iro...
Графит Петролен кокс (GPC) Състав Фиксиран въглерод (FC) Летливи вещества (VM) Сяра (S) Пепел Азот (N) Водород (H) Влага ≥98% ≤1% 0≤0,05% ≤1% ≤0,03% ≤0,01% ≤0,5% ≥98,5% ≤0,8% ≤0,05% ≤0,7% ≤0,03% ≤0,01% ≤0,5% ≥99% ≤0,5% ≤0,03% ≤0,5% ≤0,03% ≤0,01% ≤0,5% Размер: 0-0,50 мм, 5-1 мм, 1-3 мм, 0-5 мм, 1-5 мм, 0-10 мм, 5-10 мм, 5-10 мм, 10-15 мм или по желание на клиента Опаковка: 1.Водоустойчив...





